



耐磨管道的翻邊工藝流程介紹
發(fā)表時間:2017-02-20 08:59:24 新聞來源:sdxinyifeng.cn
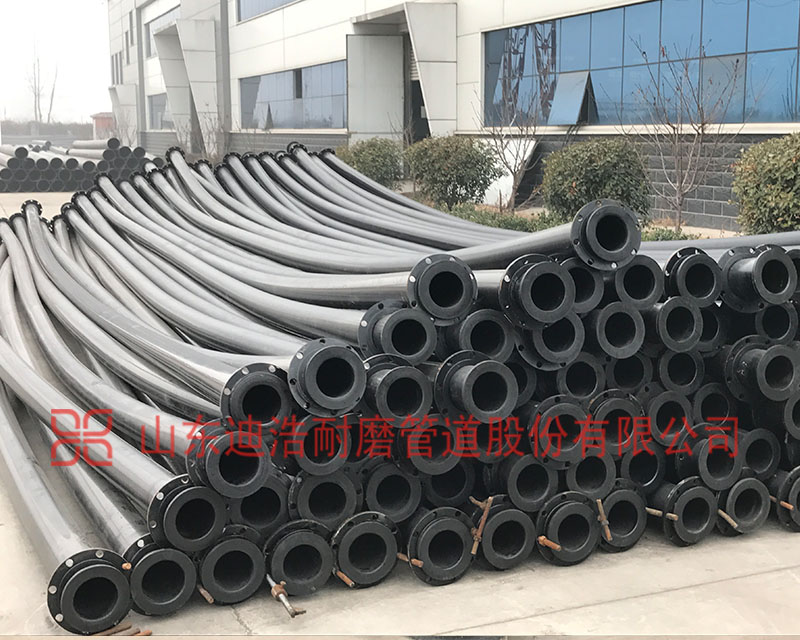
山東迪浩耐磨管道股份有限公司生產(chǎn)的超高分子量聚乙烯耐磨管道是采用分子量250萬以上的超高分子量聚乙烯樹脂連續(xù)擠出成型的,適用于礦山、電力、煤炭、化工等特殊工礦企業(yè)的介質(zhì)傳輸。下面來介紹超高分子量聚乙烯耐磨管道是怎么翻邊的,翻邊工藝流程。
超高分子量聚乙烯耐磨管道嚴謹?shù)姆吂に嚵鞒蹋?/span>
復合管道、鋼管先焊好法蘭后才能進行以下步驟
1、鋸口:首先切割機將管道端口切割平整。切割時請注意內(nèi)襯管道長度應多出外部鋼管長度。
2、定尺:將內(nèi)襯管道預留70mm翻邊尺寸,其余用切割機去掉。
3、套模:將管道翻邊模具套在內(nèi)襯管道上面,需注意模具要全部進入管道內(nèi),
4、固定:將套好的模具用螺栓固定牢固,一般是對角兩條螺栓固定!需要注意的是一端翻邊時,需將另一端用法蘭盲板加以固定,防止另一端因壓模時將內(nèi)襯管道擠壓出去。也就是說兩端都要固定的。
5、加熱:用加熱槍調(diào)至中火對內(nèi)襯管道進行加熱,加熱時間為5分鐘左右,加熱標準:看內(nèi)襯管道稍稍變軟時即可!
6、壓模:待管道加熱后,要立即用工具對模具進行鎖緊,均勻擰緊螺栓,要同時擰緊兩條螺栓,直到螺栓擰不動為止,
7、冷卻:螺栓擰緊后,放置一旁自然冷卻30分鐘。
8、拆模:將固定模具的螺栓松開,拆下模具。
9、檢測:主要對翻好邊的耐磨管道端面看是否平整、光滑、不能有裂痕、凹陷以及雜質(zhì)附著。如內(nèi)襯管道端面超出外部鋼管或者擋住法蘭孔,用砂輪機、磨光機打磨清除即可。
下一篇:耐磨管道選擇在工礦企業(yè)的重要性
上一篇:疏浚耐磨管道助力城市化建設

聯(lián)系迪浩
傳真:0533-2905599
吳浩:13964466000
李鵬:13869316348
電話:0533-2900959
0533-2909977
郵箱:dihaopipe@163.com
地址:山東省淄博市高新區(qū)保稅物流園北嶺路5005號
